
継手工事について
ガス圧接継手の原理
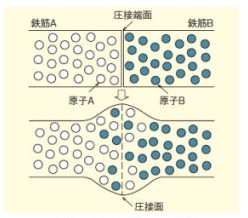
鉄筋のガス圧接は、接合端面を突き合せて圧力を加えながら、接合部を酸素・アセチレン炎で1200℃~1300℃に加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法です。
突き合せた両端面の原子が接合面を跨いで拡散し、金属結合して一体化することにより接合されます。

ガス圧接継手の流れ
ガス圧接作業は鉄筋の端面加工取り付け、火炎調整、加圧力設定、加熱・加圧作業、圧接作業終了までに5つの工程があります。
1.鉄筋端面の確認/端面加工
鉄筋両端面は、鉄筋冷間直角切断機で切断する。
圧接技量資格者は、圧接作業直前に、両側の圧接端面が直角かつ平滑であることを確認する。





2.圧接器への取り付け
圧接器の締付けボルト位置は異形鉄筋のリブ部を避け、過剰なトルクで締付けを行わない。

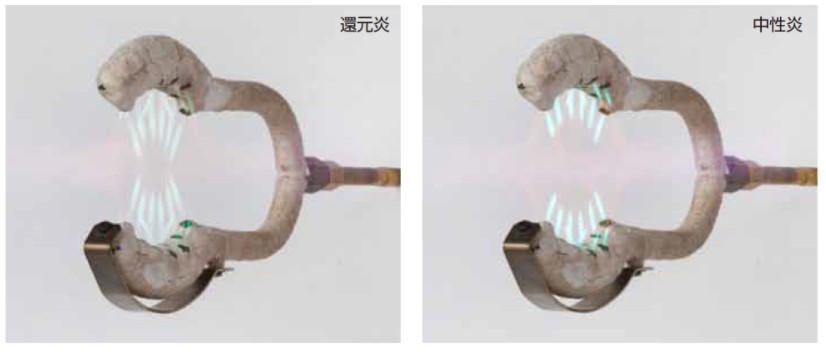
3.バーナー火炎調整
圧接する鉄筋に適したバーナーを選択する。
還元炎・中性炎の確認を行う。
火炎の状態が正常であるか、バラツキ、足切れが無いか確認する。
4.加圧力設定
圧接する鉄筋径に適した加圧力を設定する。
計算方法 ポンプ圧=(鉄筋断面積×必要圧力)÷ラムシリンダー断面積

5.加熱・加圧作業
加圧し設定した上限圧に到達後、加熱を開始する。
上限圧より圧力が降下した時点で加圧を行う(一次加工)。
接合面の密着を確認したら、火炎を中性炎に調整する。
鉄筋軸方向に幅焼き加熱を行う。
加圧力が降下し下限圧まで到達した時点で、最終加圧(二次加工)を開始しふくらみを形成する。


